- XJTAG Insights
- Posts
- Why PCB testing needs to shift left to the design stage
Why PCB testing needs to shift left to the design stage
Matthew Holder - Hardware Engineer
March 25, 2026
Hi reader!
Rather than being designed in from the start, PCB testing is often something bolted on at the end of a design as an afterthought. Yet too many PCB faults are only discovered at the release stage or in the field. By then the cost of correcting those faults is much higher, involving rework, scrapped boards, missed deadlines, and damaged customer trust.
Conversely, designing with testability in mind from the beginning reduces these risks by turning otherwise hidden problems into predictable checks that are simple to automate. Often called shift-left testing, it moves test considerations back along the development pipeline into the schematic, PCB layout, and design reviews rather than waiting until prototypes or production.
This early test planning lets you ensure nets are accessible, choose appropriate test connectors, reserve test points, and partition subsystems so faults can be isolated quickly. It also makes production tests faster and more deterministic, shortens debug time during bring-up, and gives support engineers clear diagnostics when failures occur in the field.
A shift-left mindset doesn’t prescribe a single method, however. Instead, it means embedding test requirements into the design so you can later apply the right mix of structural, functional, and automated tests. By integrating testing into the design process, failures can be traced back to their root causes rather than leaving you chasing symptoms later. Put simply, the earlier you plan how to test a board, the fewer surprises you’ll face down the line, reducing testing costs, shortening the time to market, improving product quality, and enhancing fault detection at every stage.
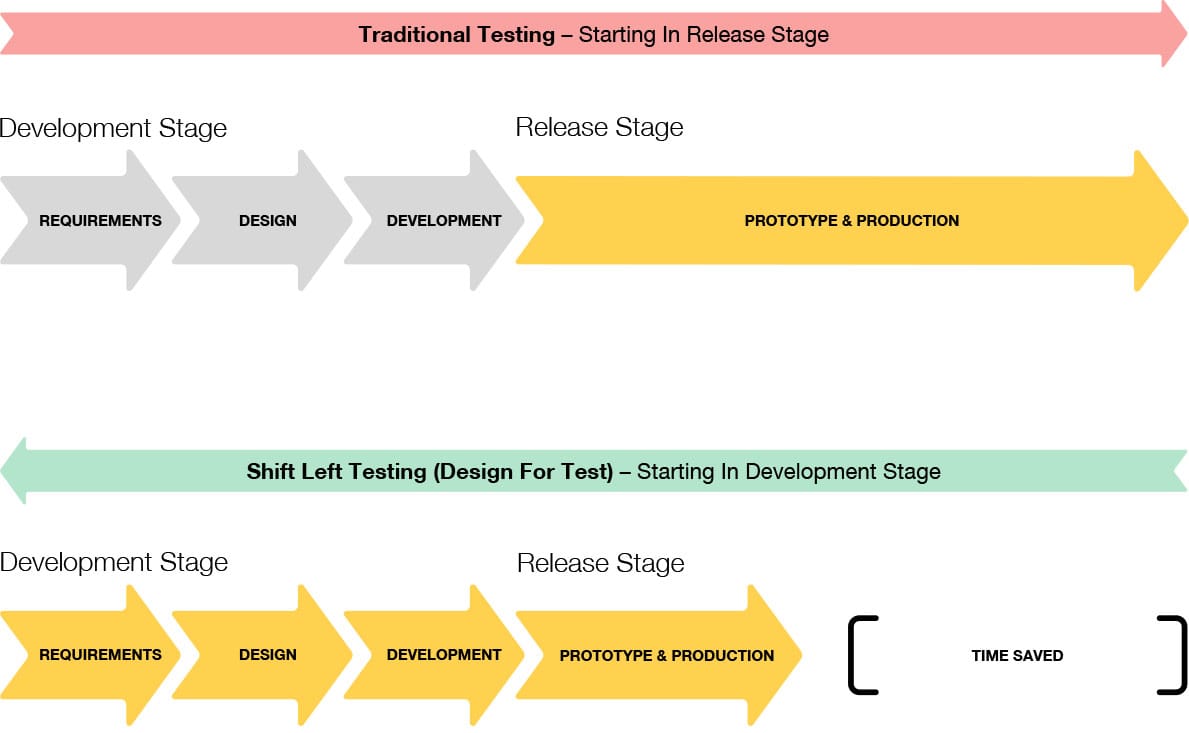
Figure 1 – Moving to a Shift-Left testing approach
Practical ways to track test requirements
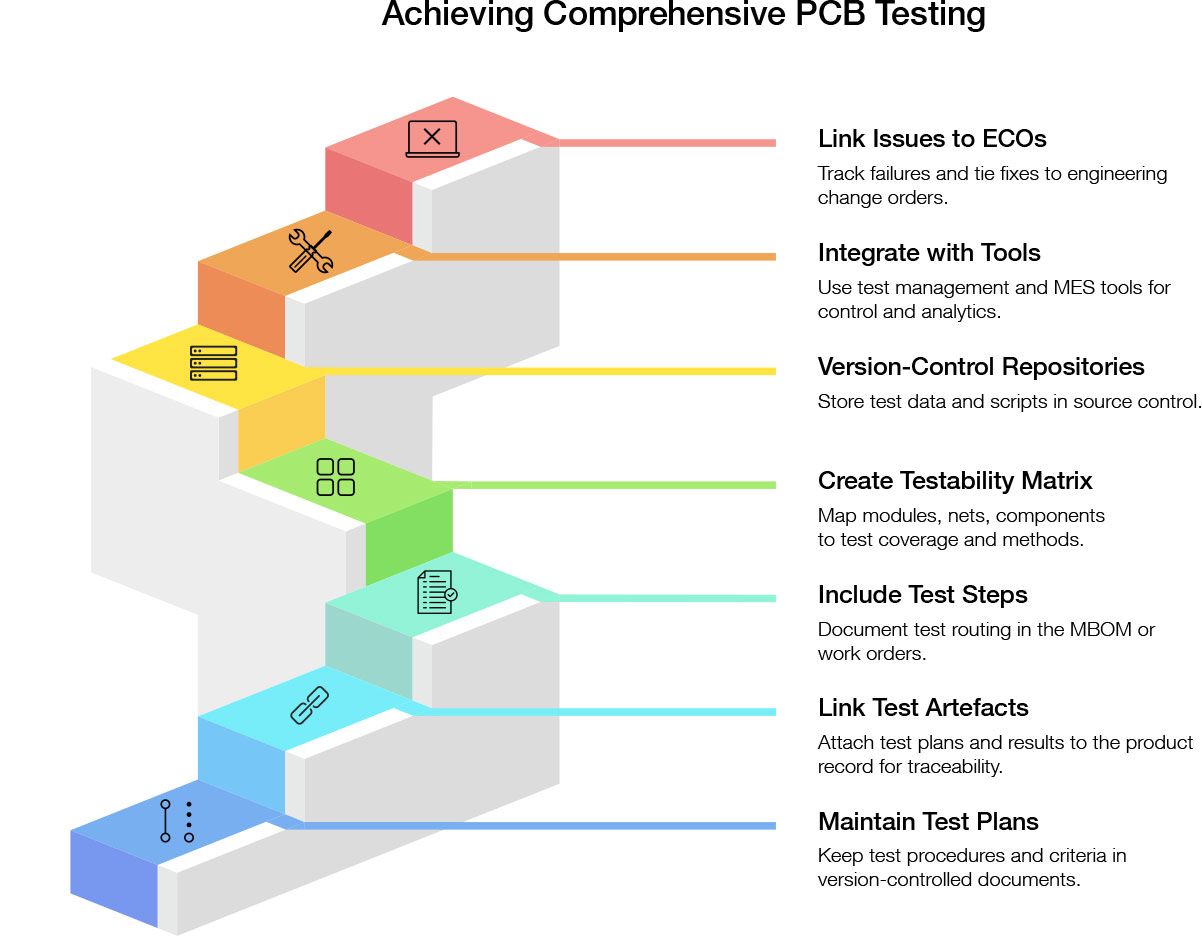
Ensuring that test requirements remain visible and aligned with design starts with a disciplined approach to documentation and configuration control. One effective method is to maintain dedicated test plans and procedures in version‑controlled repositories. By keeping project files, fixture lists, and pass/fail criteria with a clear document ID and revision history, teams can avoid ambiguity and ensure that everyone is working from the same baseline.
Version control also plays a critical role in managing test repositories. Storing scripts, firmware, and project data in source control keeps test assets synchronized with board revisions, reducing the risk of mismatches between hardware and software.
Equally important is linking test artefacts directly within product lifecycle management (PLM) systems. When test plans and results are attached to the product record, design revisions and test requirements remain connected and auditable, preventing the disconnect that often arises between engineering and manufacturing.
For design reviews and Design for Testability (DFT) sign‑off, many teams rely on a testability matrix. This structured mapping of modules, nets, and components to expected coverage and methods, like associating a power rail with ICT or a bus with boundary-scan, makes test coverage explicit and easy to communicate.
On the production side, test steps should be embedded in the manufacturing bill of materials (MBOM) or shop‑floor work orders, rather than in engineering‑only files. This ensures that test routing and operations are documented where process details belong, making test execution part of the standard workflow.
Integration with test management or Manufacturing Execution System (MES) tools adds another layer of traceability. Assigning test IDs, controlling which version each board should run, and capturing results centrally allows analytics to be performed across the product lifecycle, strengthening confidence in the data.
Finally, linking test issues to Engineering Change Orders (ECOs) ensures that lessons learned are not lost. By tying failures to corrective actions, design rules and future test plans are updated in response to real‑world experience.
These methods keep design and procurement artefacts clean while ensuring test requirements remain discoverable, traceable, and under configuration control – which is the whole point of shifting test planning left: including it from the start.
Common pitfalls: Case studies from the field
The value of shift-left test design becomes obvious when you look at common failure modes. The following real-world examples show how seemingly minor oversights can block testing and drive up costs across manufacturing and field service.
Missing boundary-scan access for power sequencing
 Symptom:  Detection: |  Root cause:  Design lesson: |
Compliance pins not considered for boundary-scan entry
Symptom: Detection: |  Root cause: Design lesson: |
Inaccessible TAP location on server board
Symptom: Detection: | Root cause: Design lesson: |
Conclusion
Shifting test planning left isn’t just about avoiding rework, it’s about building confidence into every stage of the product lifecycle. The cost of a few extra pads, connectors, or overrides is tiny compared to the recurring cost of inaccessible or incomplete testing later. By embedding testability at the design stage, you can reduce costs, accelerate schedules, and ensure more reliable products reach your customers.
Ready to apply shift-left testing in practice?
Build robust test coverage and improved efficiency in
your next project from day one.
Got questions or suggestions for future topics? Please get in touch and let us know.
If you enjoyed this update, please forward to a colleague who may find it interesting.